
概要
従来、手作業で行われていたスラブ軌道区間の通り整正を機械化するため、JR東日本によって軌陸通り整正機(軌陸トラックライナー)が開発された。
1992年から1995年まで第一次型の軌陸通り整正機が開発され、2002から2005年頃に第二次型の軌陸通り整正機が開発された。
第一次型
■ 開発経緯
開発が開始されたのは1992年のことである。当時は東北・上越新幹線のスラブ軌道区間の通り整正は手作業によりスラブ締結ボルトを緩め、スラブとタイプレートの間で調整を行う方法に頼っていた。軌道狂いが発生した場合、列車が高速で走行する際に動揺を与えるため、通り整正は重要な作業のひとつであった。
そこで、下記の施工条件を目標としてスラブ軌道用通り整正機の開発が開始された。
1) 現場移動速度:25 km/h
2)作業速度:480 m/h
3)整正量:±10 mm以内
4)整正誤差:±0.5 mm以内
5)締結トルク:3,750±250 kgf・cm以内
6)ボルト緊締・緩解作業および通り整正作業を自動的に行う
試作機の開発は1992年中に行われ、試験では概ね良好とされた。更に翌年1993年までに試験で判明したことから改良が施された。
このとき開発された軌陸通り整正機の構成は以下のとおりである。
1)走行部
現場間移動のための車輪と、作業中移動のためのクローラを有する。
当初は車輪のみであったが、作業中の移動から停止するまでの揺れが大き過ぎたためにクローラが追加された。
2)操作部
作業者が操作を行うところで、モニタパネル表示により作業状況とキロ程、軌間を把握することができる。
3)読込部
ICカードからレール移動量とキロ程データを読込む部分で、このデータを元にして自動作業が行われる。
4)作業機械部
現状および作業中の軌間を測定する「軌間ゲージ」、スラブ締結ボルトの位置を探し出す「タッチセンサー」、スラブ締結ボルトの緊締を行う「ナットランナー」装置、レールを横移動させる「レールクランプ」装置から構成される。なお、「ナットランナー」装置は同時に2本のスラブ締結ボルトの緊解が可能である。
当初、スラブ締結ボルトの位置検知は画像処理を試みたが、時間が掛かるためにタッチセンサーへと変更された。更に当初は整正量±10 mmとしたが、冬季の曲線区間の際にスラブ締結を緩めるとレールが内方に引っ張られ、整正できない場合があったため、整正量を±20 mmへと拡大している。
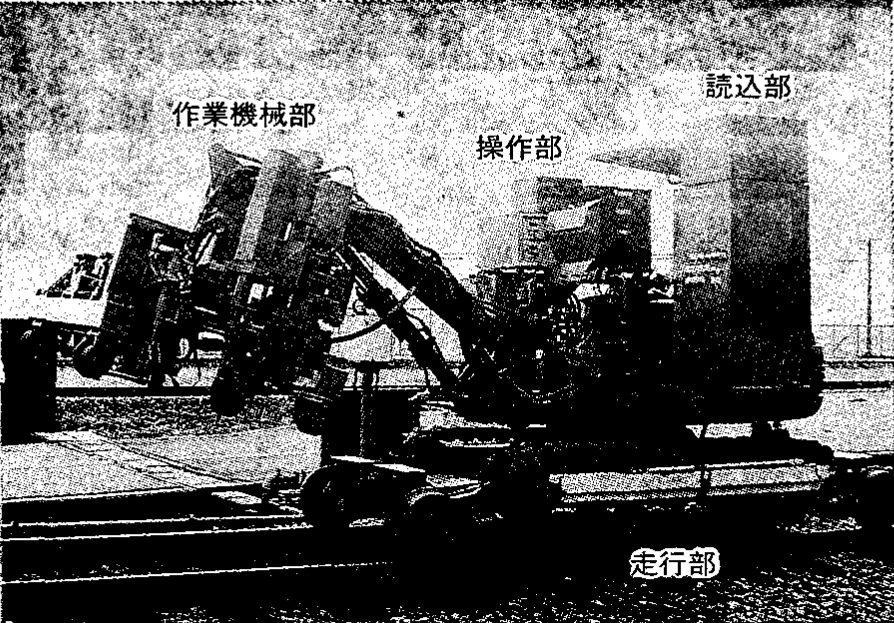
軌陸通り整正機全景
柳沢義春, 『スラブ軌道用トラックライナーの導入』, 新線路, 49巻7号, 鉄道現業社, 1995年7月より引用
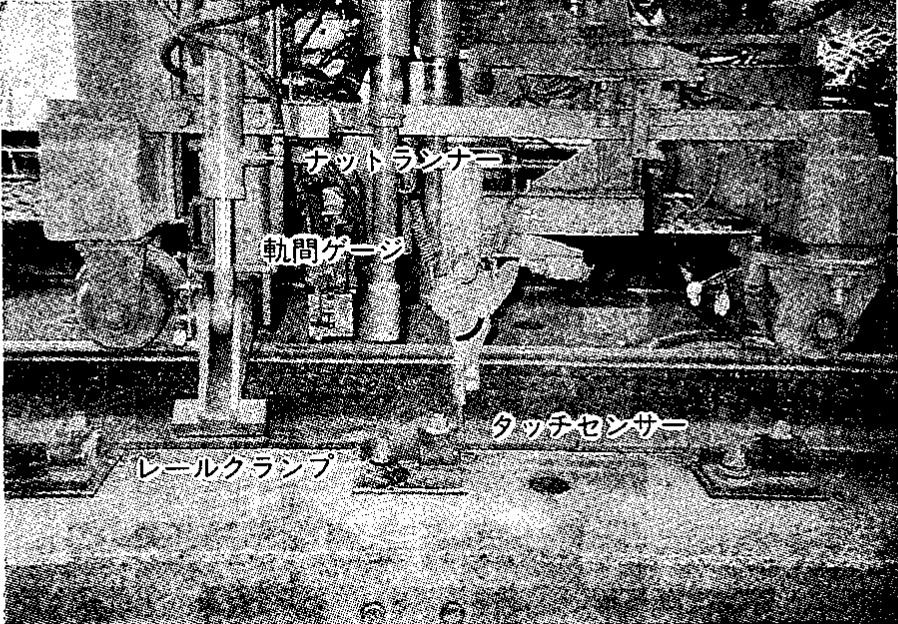
作業機械部
柳沢義春, 『スラブ軌道用トラックライナーの導入』, 新線路, 49巻7号, 鉄道現業社, 1995年7月より引用
その後も改良が継続され、1995年までに概ね完成し、1996年から実運用が開始された。
■ 運用方法
1)事前作業
・軌道検測車より得られた検測データを元に通り整正データを算出し、ICカードに入力する。
2)移動
・保守基地から作業現場まで軌陸通り整正機と軌陸ボルト緊解機を軌道モータカーにより回送する。
3)作業現場到着
・軌陸通り整正機と軌陸ボルト緊解機、軌道モータカーをそれぞれ切り離したのち、作業装置をセットして作業開始位置へ移動する。
・測定位置と作業開始位置、基準レールの確認をする。
4)通り整正作業
・軌陸ボルト緊解機が、作業始点から作業終点へ基準側レールのすべてのスラブ締結ボルトを緩解しながら移動する。
・軌陸通り整正機が、作業始点から作業終点へ3締結分を飛ばして基準側レールの横移動とスラブ締結ボルトの緊締を行いながら移動する。
・軌陸通り整正機が、作業終点から作業始点へ戻る。
・軌陸ボルト緊解機が、作業終点から作業始点へ基準側レールの残りのスラブ締結ボルトを緊締しながら移動する。
5)軌間整正作業
・軌陸通り整正機と軌陸ボルト緊解機が、作業終点にて反転する。
・軌陸通り整正機が、作業終点から作業始点へ移動する。
・軌陸ボルト緊解機が、作業終点から作業始点へ向かって対側レールのすべてのスラブ締結ボルトを緩解しながら移動する。
・軌陸通り整正機と軌陸ボルト緊解機が、作業始点から作業終点へ移動する。
・軌陸通り整正機が、作業終点から作業始点へ3締結分を飛ばして対側レールの横移動とスラブ締結ボルトの緊締を行いながら移動する。
・軌陸ボルト緊解機が、作業終点から作業始点へ対側レールの残りのスラブ締結ボルトを緊締しながら移動する。
6)仕上がり検測と跡確認
・通りと軌間を測定し、上下線軌道中心間隔を測定する。
・跡確認を行う。
7)移動
・作業装置を格納し、作業現場から保守基地まで軌陸通り整正機と軌陸ボルト緊解機を軌道モータカーにより回送する。
1995年から上記の運用方法により通り整正が行われたが、軌陸ボルト緊解機が一台では作業区間を往復する必要があるため、2000年に軌陸ボルト緊解機を二台にすることが提言されている。
第一次型の諸元
■ 寸法・重量
| 長さ | 5,700 mm |
| 幅 | 2,500 mm |
| 高さ | 2,700 mm |
| 軌間 | 1,435 mm |
| 自重 | 7.5 t |
■ 動力
| 出力 | 37 PS/ 2,700 rpm |
■ 性能
| 走行速度 | 25 km/h |
| 被牽引速度 | 45 km/h |
| 作業性能 | 300 m/h |
| スラブ締結ボルト緊解 | 2本同時 |
| 緩解トルク | 5,500 kgf・cm |
| 締結トルク | 3,500~4,000 kgf・cm |
| レール横移動量 | ±20 mm |
| 乗車人員 | 2 名 |
第二次型
■ 開発経緯
第一次型の軌陸通り整正機の開発は概ね成功したが、一夜あたりの施工量が少ないという不満点があった。特に数百メートルにおよぶ緩和曲線での通り狂いは、乗り心地への影響も大きいということから、一夜のうちに緩和曲線区間を施工できる能力が求められた。そこで、東北・上越新幹線の全緩和曲線の長さのデータを元に全緩和曲線の7割程度の施工が可能となる、一夜当たり350 mの施工能力を有する新型軌陸通り整正機が2004年頃に開発された。
2002年から2005年頃に登場した第二次型の軌陸通り整正機は、一夜当たり350 mの高速施工を可能とするため、以下の改良が施された。
1)緊結作業の高速化・精度向上
・レーザセンサーを導入し、停止位置の検知を行い、スラブ締結ボルトの位置検知精度を向上させた。
・移動量の測定位置を見直し、ナットランナー直近で測定可能にし、通り整正の精度を向上させた。
2)曲線区間の作業高速化
・補助輪を使用し、曲線区間で自重が内軌側整正レールに加わることを防ぐようにした。
・整正力を向上(20 kN→40 kN)し、曲線区間での整正力不足を解消した。
3)高速化のための機能向上
・ハンドルによりナットランナー位置を簡単に調整可能とした。
・カメラにより運転席から緊結作業状況を確認できるようにした。
・ナットランナーの高速化と緩解力を向上させた。
これらにより一夜当たり350 mの高速施工が可能な第二次軌陸通り整正機が実現している。

第二次型軌陸通り整正機
宮本康之・阿部秀明, 『新型トラックライナーの開発』, 土木学会第60回年次学術講演会, 土木学会, 2005年9月より引用
参考文献
土田正, 『スラブ軌道用トラックライナーの開発』, 新線路, 47巻10号, 鉄道現業社, 1993年10月
柳沢義春, 『スラブ軌道用トラックライナーの導入』, 新線路, 49巻7号, 鉄道現業社, 1995年7月
二瓶満, 『新幹線スラブ軌道用トラックライナーの導入』, 新線路, 50巻7号, 鉄道現業社, 1996年7月
中島幹彦・杉木新衛, 『「新幹線スラブ軌道用トラックライナー」による通り整正機械化施工』, 新線路, 54巻9号, 鉄道現業社, 2000年9月
宮本康之・阿部秀明, 『新型トラックライナーの開発』, 土木学会第60回年次学術講演会, 土木学会, 2005年9月