
廣川慎治・淺枝慧『山陽新幹線スラブ軌道区間乗心地向上に向けたスラブライナー2号機の開発』新線路, 66巻10号, 鉄道現業社, 2012年10月より引用
概要
山陽新幹線にはバラスト軌道とスラブ軌道が混在している。バラスト軌道区間についてはマルチプルタイタンパをはじめとする各種機械を用いて整備を行って来たが、スラブ軌道区間についてはメンテナンスフリーであるとして保守がさほど実施されて来なかった。JR化後に至りバラスト軌道区間の整備精度が高まるにつれてスラブ軌道区間の軌道状態が相対的に劣るようになって来た。しかし、スラブ軌道区間の保守、特に通り整正は手作業によるところが多く、機械化が求められた。そこで、JR西日本と西日本機械保線ではプラッサー&トイラー社製の07-16マルチプルタイタンパを改造しスラブ軌道用通り整正機「スラブライナー」を開発した。開発は1999年にはじまり、2004年に1号機が、2012年に2号機が開発された。
■ 1号機
07-16マルチプルタイタンパは通り整正機を有しているが、能力向上と整正精度向上のために下記の改良が行われている。
・油圧シリンダの追加
既設の通り整正機では油圧シリンダ1本によりレール保持と軌間整正を行うが、カント区間での作業時に能力不足が懸念されたため、油圧シリンダを2本としてそれぞれの作業用に独立させた。
・軌間保持部の変更
既設の通り整正機では軌間保持はレール頭部全体を挟み込むことで行っていたが、レール摩耗量の分余分に整正されてしまっていた。そこでレール頭頂面から16 mm下面で保持するように変更された。
更にスラブ軌道上のレールを締結しているボルトを緩解・緊締するため、ボルト緊解機がタンピングユニットフレームに取り付けられた。また、通り整正と並行して仕上がりの確認が可能なように軌間測定装置が追加されている。
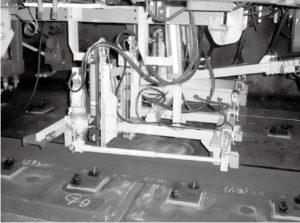
△ボルト緊解機
廣川慎治・淺枝慧『山陽新幹線スラブ軌道区間乗心地向上に向けたスラブライナー2号機の開発』新線路, 66巻10号, 鉄道現業社, 2012年10月より引用
施工手順は下記のとおりである。
1) 事前に人力でボルトを緩解しておく。ただしカント区間などは3締結ごとに1締結は締結したままとする。
2) ライニング作業直前に人力で締結したままのボルトを緩解させる。
3) 通り整正機でライニング作業を行う。
4) 2締結ごとにボルト緊解機で締結を行う。
5) 仕上がり検測を行う。
■ 2号機
2号機は2011年の九州新幹線開業に伴い更なる乗り心地向上と施工性の改善が求められたため、2012年に開発された。
1号機の実績から作業時間の短縮や作業者の安全確保、ボルト緩解作業労力の緩和などを目指して改良が加えられている。1号機との最大の差異は、ボルト緊解機のほかにボルト緩解機が追加されたことである。

△ボルト緩解機
廣川慎治・淺枝慧『山陽新幹線スラブ軌道区間乗心地向上に向けたスラブライナー2号機の開発』新線路, 66巻10号, 鉄道現業社, 2012年10月より引用
参考文献
1) 角谷篤志・山村誠司『山陽新幹線におけるスラブ軌道線形整備の効率化』新線路, 59巻1号, 鉄道現業社, 2005年1月
2) 廣川慎治・淺枝慧『山陽新幹線スラブ軌道区間乗心地向上に向けたスラブライナー2号機の開発』新線路, 66巻10号, 鉄道現業社, 2012年10月
2) 柳谷勝・田原興太・中野昌平『山陽新幹線における大規模修繕工事の機械化の取組み』新線路, 66巻12号, 鉄道現業社, 2012年12月